

 MPCNC PRIMO
MPCNC PRIMO
MPCNC PRIMO
MPCNC PRIMO

Si vous utilisez la version à double fin de course du micrologiciel, il est plus facile d'ajouter les 4 blocs d'arrêt (stop block) maintenant. Ils peuvent être facilement ajoutés une fois la construction terminée si vous décidez de les ajouter plus tard.

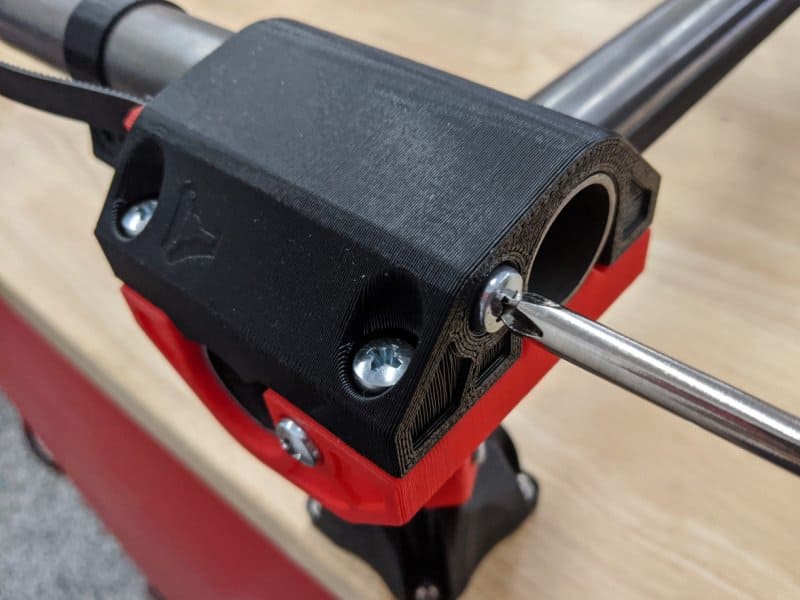
Les blocs d'arrêt (Stop Blocks) se déforment pour entrer sur les rails. Si pour une raison quelconque vos impressions ne se déforment pas assez, vous pouvez les engager sur les rails depuis l'extrémité. Assurez-vous de mettre la tête de vis de face afin de pouvoir y accéder avec un tournevis plus tard lorsque vous réglez les butées doubles.
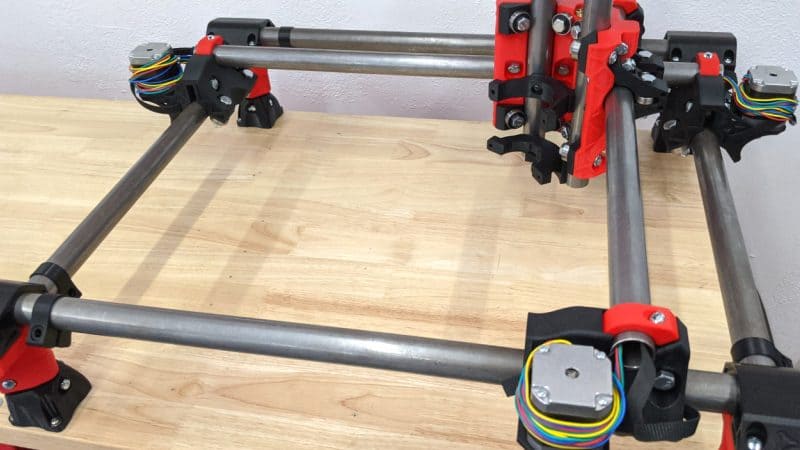
Les blocs d'arrêt (stop blocks) sont positionnés sur l'extrémité zéro (minimum) de chaque axe, comme indiqué sur cette image.

Les versions Courroie supérieure (upper belt), Courroie inférieure (lower belt) et leurs Miroirs (mirrored) fonctionnent toutes de la même manière. Vous aurez besoin des 8 pièces imprimées et de huit écrous M5.

L'écrou M5 est glissé avec le nylstop face à la fente de la ceinture, comme illustrée.
Rappel
Comme pour tous les nylstops, les débourrer une ou deux fois les libérera un peu. Cela permettra d'éviter de fendre les tendeurs de courroies imprimées.

Les écrous s'insèrent dans l'extrémité et sont entièrement noyés. Vous pouvez utiliser un petit tournevis pour les mettre en place ou les tirer avec une vis.
Une petite goutte de Loctite peut immobiliser l'écrou dans son logement

La courroie se replie et se glisse dans la fente.
Assurez-vous que la courroie est engagée à l'intérieur des pièces imprimées. Rentrez-la avec un petit tournevis si nécessaire. Il est préférable d'engager autant de dents que possible.

Les tendeurs des courroies supérieures (upper belt) sont assez évidentes pour voir où elles s'adaptent. La forme est unique.

Les tendeurs de la ceinture inférieure (lower belt) sont un peu moins évidents.
Les courroies s'insèrent dans le tendeur au plus proche du rail.
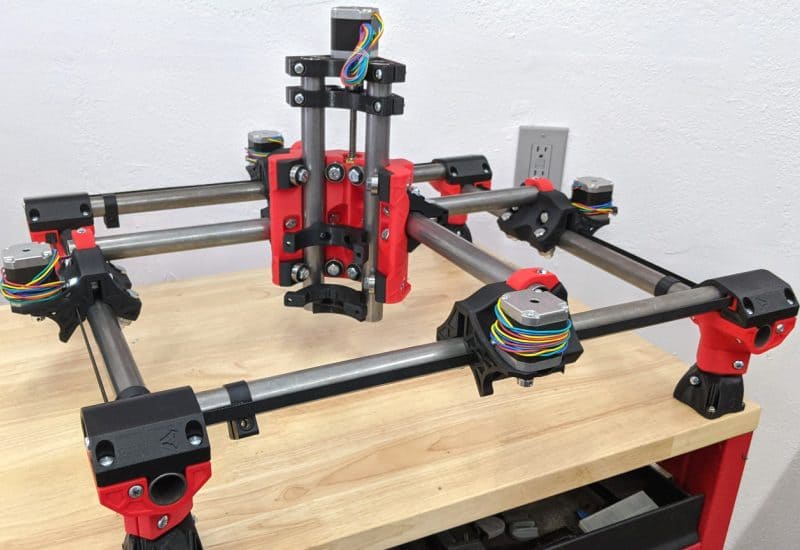
Lorsqu'ils sont tendus, ils doivent former une ligne droite, d'un coin à l'autre.
Des vis M5 traversent les coins supérieurs (corner top) pour régler les tendeurs.
Réglez le côté éloigné de chaque axe en premier (le plus éloigné des blocs d'arrêt).
Cherchez à régler les courroies avec les tendeurs au ras du coin ou légèrement à l'intérieur.
Il est préférable d'effectuer tous vos réglages de courroie sur le côté minimum de chaque axe (le plus proche des blocs d'arrêt sur cette image).
Le réglage de la tension réelle n'est pas facile à quantifier sans un outil de test spécial.
Vous voulez une tension égale dans les quatre courroies (6-10 lb).
La tension nécessaire est bien moindre que ce que la plupart des gens pensent. Il devrait à peine faire du bruit lorsqu'il est pincé.
Noter
Commencez en vrac. Lors de l'utilisation de la machine pour une coupe ou un traçage, les dimensions seront plus petites si les courroies sont trop lâches. Facile, serrez un demi-tour de la vis de réglage de la courroie. Trop tendue, vous pouvez subir des sauts de pas de manière aléatoire, une usure prématurée des rouleaux et des moteurs pas à pas, la nécessité d'augmenter le courant des moteurs pas à pas d'où une chaleur excessive. Aucune de ces solutions n'est facile et bon marché, commencez par une tension lâche.